L形折弯的最小折弯高度
L 形折弯的折弯时的起始状态如下图
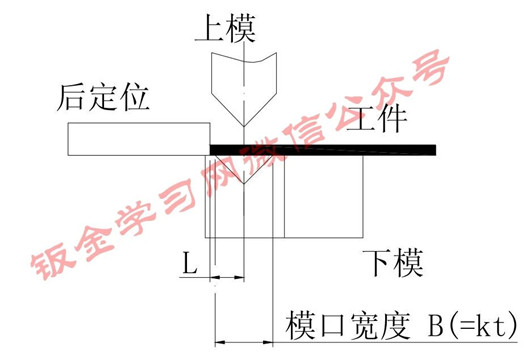
这里很重要的一个参数是下模口的宽度B。
由于考虑到折弯效果和模具强度,不同厚度的材料所需要的模口宽度存在一个最小值。
小于该数值时,会出现折弯不到位或损坏模具的问题.经过实践证明,最小模口宽度和材料厚度的关系为.

Bmin为最小模宽,T为材料厚度,计算最小模口宽度时K=6.目前厂家常用的折弯下模宽度的规格如下:
4,5,6,8,10,12,14,16,18,20,25
根据上面的关系式就可以确定不同的料厚在折弯时所需下模模口宽度的最小值.
例如1.5mm厚的板材折弯时,B=6*1.5=9对照上面的模宽系列可以选择模口宽度为10mm(或8mm)的下模.
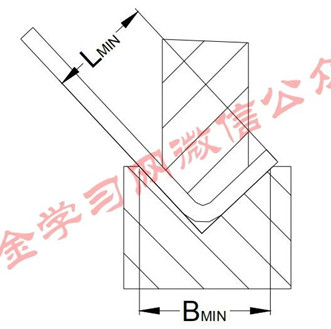
从折弯的起始状态图可以看出折弯的边不能太短,结合上面的最小模口宽度,得到最短折弯边的计算公式为②:(见下图)
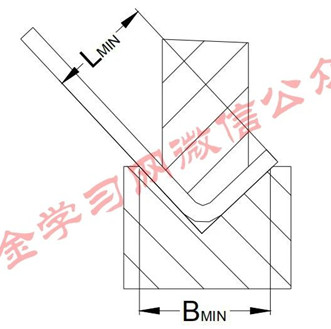
1.5m厚的板材折弯时,最短折弯边Lmin=(8+2.5)/2+0.5=5.75mm(包括一个板厚)
 冷轧薄钢板材料折弯内R及最小折弯高度参考表
冷轧薄钢板材料折弯内R及最小折弯高度参考表
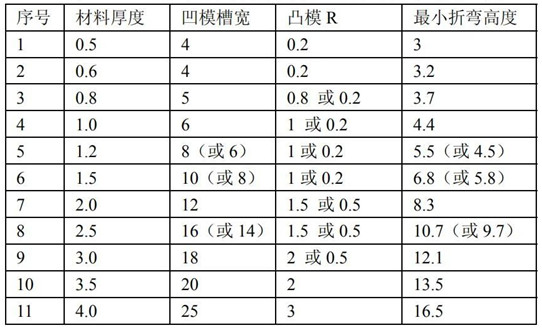
注:1、最小折弯高度包含一个料厚。
2、当V形折弯是折弯锐角时,最短折弯边需加大0.5。
3、当零件材料为铝板和不锈钢板时,最小折弯高度会有较小的变化,铝板会变小一点,不锈钢会大一点,参考上表即可。
Z形折弯的最小折弯高度
Z形折弯的折弯时的起始状态如下图
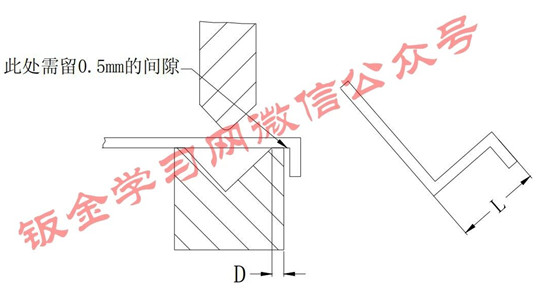
Z形折弯和L形折弯的工艺非常相似,也存在着最小折弯边问题,由于受下模的结构限制,Z形折弯的最短边比L形折弯时还要大,Z形折弯最小边的计算公式为:
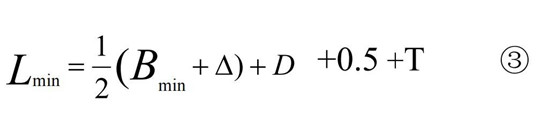
Lmin为最短折弯边,Bmin为最小模宽,△为板材的折弯系数,T为料厚,D为下模模口到边的结构尺寸,一般大于5mm。
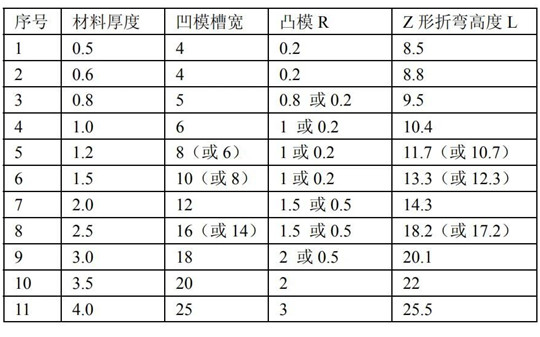
不同材料厚度的钣金Z形折弯对应的最小折弯尺寸L如下表
以上内容就是烟台激光切割加工、折弯数控加工厂家为您分享的。




 鲁公网安备 37061202000182号
鲁公网安备 37061202000182号